Есть разные способы заточки свёрл. Не будем въедливо разбирать все. В конце концов, каждому нужно, чтобы его свёрла работали как надо. Вот и разберем немного, что заставляет сверло работать как надо.
У меня есть старое спиральное сверло диаметром 2,5 мм. Перемычка у него 1,6 мм или 64 % диаметра. Я называю его – тонкое сверло с толстой перемычкой. Длина режущей кромки каждого зуба 1,0 мм. Понятно, что сверлящая способность такого с позволения сказать бита оставляет желать лучшего.
Могут сказать: выбрось это старьё и купи новое. Но не ищу я путей легких в жизни моей. Говорят, преодоление трудностей закаляет дух и дополнительно что-то еще
оттачивает. Последнее, между прочим, имеет прямое отношение к теме разговора – заточке спиральных свёрл.
Во всемирной паутине мне встретился видеоролик о не совсем обычном способе заточки свёрл. Автор сюжета объясняет все и показывает, не используя, правда, специальной
терминологии из теории сверла. Попытаюсь объяснить вместо него.
По общепринятому способу металл снимают исключительно с задней поверхности зубьев. В видеоролике же стачивают также и переднюю поверхность зубьев - ну, примерно так, как в случае с шарошкой из сверла. Это единственное отличие, но весьма существенное.
Обрабатывая переднюю
поверхность зуба (вдоль которой стружка сбегает), автор видеосюжета частично
затрагивает и заднюю поверхность другого зуба. Но это, к счастью, не влияет на режущие
свойства сверла. В этом и состоит первое важное достоинство способа – не надо
беспокоиться, если сточится чего-нибудь лишнее. Это особенно важно для тонких свёрл.
Кроме того он
немного стачивает эту негодную, ненужную перемычку, удлиняя заодно режущую
кромку зуба и повышая режущую способность сверла в целом. Это второй
замечательный эффект показанного способа.
Наконец, третий
положительный эффект состоит в том, что увеличивается угол заострения зуба. Это
угол при режущей кромке, угол между передней и задней поверхностями зуба. Если
посмотреть на зуб в профиль, то можно увидеть, что этот угол довольно острый.
Из-за этого режущая кромка тонка и склонна к выкрашиванию. При стачивании передней
поверхности зуба угол увеличивается, становится тупее, а режущая кромка - прочнее.
Таковы достоинства показанного способа. Но вернемся немного назад, к перемычке. Эту довольно-таки вредную часть сверла рекомендуют частично стачивать и при
традиционном способе заточки. На крупном сверле эту операцию выполнить не
сложно. А на мелком?
Допустим, мы решили
немного уменьшить перемычку мелкого сверла. Но сверло маленькое, а точило-то
большое. Вот из-за несообразности их размеров металл-то и будет с неизбежностью
сниматься не только с перемычки, но и с прилегающих участков – с передней поверхности
одного зуба, с задней поверхности другого. И в результате не заметно для себя,
как бы невзначай, мы получим... что?... правильно... вышеописанный нестандартный
способ заточки сверла в более-менее чистом виде. Что и требовалось, как говорят
математики, доказав очередную трудную теорему.
Осмыслив это всё,
пришел к выводу, что нетрадиционный способ заточки подходит идеально к моему старому
тонкому сверлу с толстой перемычкой и с короткими режущими кромками.
Процесс заточки вот
как протекал. Сверло (заточенное когда-то традиционно) было зажато в тиски.
Мелкозернистый абразивный брусок помещали ребром в канавку сверла. Двигаясь
вдоль канавки, ребро стачивало перемычку. Прилегающая грань бруска скользила
вдоль передней поверхности зуба, прижималась к ней и стачивала её. Ближе к
концу процесса обрабатывали одну только перемычку, чтобы ещё уменьшить
вредность этой части сверла.
Таким образом, всё
внимание было сосредоточено, по сути, на обработке одной-единственной стенки
канавки. Что при этом делалось по другую сторону канавки, с задней поверхностью
другого зуба, - меня не волновало.
Разумеется, всё это
делалось одинаково на обеих канавках сверла.
В итоге вот что получилось. Длина перемычки сократилась с 1,6 до 0,8 мм, т.е. вдвое. Режущие кромки удлинились с 1,0 до 1,1 мм, т.е. всего лишь на 10 %. Результат неожиданный, поскольку я рассчитывал получить режущие кромки подлиннее. Видимо, такова есть хитрая и малопонятная особенность замечательной геометрии спирального сверла.
Хотя на самом деле ничего хитрого тут нет. Режущая часть сверла – это почти поперечный его срез. А режущая кромка – это край стенки канавки, почти поперечно срезанной. Следовательно, какова глубина канавки, такова и длина режущей кромки. А перемычка – это промежуток между двумя канавками.
Почему, кстати спросить, у этого моего старого тонкого сверла такая толстая перемычка и такие короткие режущие кромки? Да вот именно потому, что канавки у него ненормально неглубокие. Изделие-то давнишнее, изготовлено не по современным стандартам. А может и просто брак.
И вот как бы теперь мы ни старались сточить перемычку – хоть до нуля, не можем мы канавки углубить. И режущие кромки существенно удлинить – тоже.
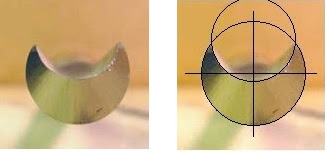
Стачиванием зубьев тоже многого не добьёшься. Потому что, как видно на следующем рисунке, режущая кромка до того и режущая кромка после – это, грубо говоря, радиусы – равные друг другу радиусы одного и того же круга.
Осмелюсь робко предположить: те 10%, что дались мне с большим трудом, – это максимум того, что можно выжать из этого кислого лимона. Так что теперь эту тему можно с облегчением закрыть и больше к ней не возвращаться.
Но результатом доволен я остался. Пробное сверление показало: качество заточки высокое.
Способ весьма хорош. Рекомендуется к широкому применению.
А когда заточенное таким способом сверло немного затупилось при текущей работе, я его быстренько заточил, но уже традиционным способом. Видите, какая последовательность заточек получается? Традиционно – нетрадиционно – снова традиционно – и т.д. Так что эти два способа прекрасно сочетаются: как в пространстве – на одном сверле, так и во времени – чередуясь.
Читайте также: