Обсуждение этой замечательной стамески всё никак не закончится. Видно, тема богатая. Изобилует интересным материалом. Так будем и далее следить за плавным, иногда турбулентным его течением.
Как известно, у любой стамески при заточке формируют или обновляют скос. Да ещё стараются кромку режущую сделать поострей. А больше ничего не делают. Так что главное – это скос.
Заточки бывают
разные. И скосы тоже. Чем же определяется та или иная форма скоса?
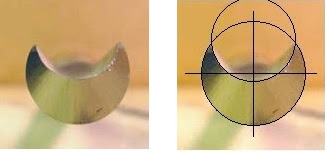
Скос у стамески «дамский
ноготь» – это коническая поверхность. На фотографиях, сделанных в
подходящем ракурсе, это хорошо видно. Поэтому все элементы и параметры скоса – это
элементы и параметры конуса.
Можно выделить
следующие основные параметры:
- Угол скоса
- Сужение скоса.
Параметры скоса
определяются взаимным расположением в плоскости абразивного круга трех прямых
линий:
- К – линия соприкосновения абразивного круга и стамески,
- Т – линия тела стамески,
- С – ось конуса, ось поворота стамески во время заточки.

Угол скоса – это
угол между линиями Т и К.
Важный элемент заточки
– сужение скоса. Он сужается кверху или книзу, при нормальном горизонтальном
положении стамески. Понятно, что это обусловлено конической формой скоса и
направлением конуса – вершиной вверх или вниз.
Сужение скоса
определяется взаимным расположением в плоскости абразивного круга К-линии и С-оси.
Если угол между ними обращен острием вверх, то формируемый конус скоса тоже будет
обращен вершиной вверх, и скос будет сужаться кверху. В противном случае будет
нижнее сужение скоса.
Определить
положение С-оси перед заточкой очень просто. Стамеску «дамский ноготь» обычно
затачивают с помощью нехитрого приспособления, которое вместе с зажатой в нём стамеской
сильно напоминает обыкновенный циркуль. Так вот, линия, соединяющая концы
«ножек» этого «циркуля», приблизительно и есть С-ось. Точнее, С-ось проходит не
через кончик стамески, а через точку, отстоящую от него примерно на половину её
ширины.
Мыслимы три типовых
случая, три типовых положения этих трех линий. Одно из них уже показано выше.
Угол между линиями К и С обращен острием вверх; значит, конус тоже будет обращен
вершиной вверх. И скос будет сужаться кверху.
Вот ещё один типовой случай:

Здесь угол между линиями К
и С обращен острием вниз; значит, конус тоже будет обращен вершиной вниз. И скос
будет сужаться книзу.
И, наконец, третье типовое положение:

Здесь линии К и С параллельны.
Скос не будет сужаться. Он будет цилиндрической поверхностью.
Впрочем, третье положение
можно считать частным случаем двух первых. Вот по какой причине. Простая суть пары
первых двух типовых случаев как единого целого заключается в том, что угол
между линиями К и С может изменяться от плюс стольких-то градусов до минус
стольких же, через нуль. Вот этот «нулевой» вариант – небольшой, незначительный,
промежуточный – и есть третье типовое положение. В этом аспекте и
цилиндрическую поверхность, характерную для данного положения, можно считать
частным случаем поверхности конической, которая характерна для первых двух
типовых положений.
Задача токаря – расположить
линии Т, К и С так, чтобы в ходе одной-единственной заточки получить
одновременно и нужный угол скоса и нужное сужение скоса. Задача непростая. Но...
Получить сначала одно, потом (при следующей заточке) другое – гораздо сложнее. Опытные токари применяют простейшие шаблоны, чтобы каждый раз, при каждой заточке, не выискивать заново эти линии.
Читайте также: