
К стандарту я обратился также из экономии: зачем выдумывать чего-то, если можно использовать готовенькое.
Первым делом выяснил размеры самых ходовых заклепок, со стержнем диаметром 2, 3, 4 мм, по ГОСТ 10299-80:


Потом приступил к изготовлению инструмента.
Клепальный инструмент
Для ручной клепки, кроме молотка, нужны поддержка, натяжка, обжимка.
Поддержка служит опорой при расклепывании стержня заклепки. Она имеет лунку, в которую плотно входит полукруглая закладная головка заклепки.
Натяжка служит для осаживания листов, подлежащих клепке, вдоль стержня заклепки. По оси натяжки выполняется глухое отверстие, в которое входит стержень заклепки.
Обжимка служит для формирования замыкающей полукруглой головки заклепочного соединения. Она представляет собой стальной стержень, на конце которого сделана лунка соответствующего размера.

Изготовление клепального инструмента
Поддержки делаю из чего придется. Взял, в частности, стальной брусок в форме параллелепипеда. На нем есть и узкие грани и широкие. На всех гранях сделал лунки нескольких стандартных размеров. Ибо места клепки бывают разные. В том числе и узкие, куда не очень-то подлезешь. Так что и поддержки приходится делать всякие.
Лунки высверливаю как в поддержках, так и в обжимках. Размер лунки должен близко соответствовать стандартному размеру заклепочной головки (см. таблицу выше). Для проделывания лунок изготовил специальный инструмент, отдельно для каждого размера заклепок.
Лунку делаю так. Сначала засверливаю её обычным сверлом по металлу. Потом углубляю полукруглой шарошкой, сделанной из сверла же. И, наконец, снимаю последние микроны путем шлифования с помощью простого инструмента – шлифовала. Готовность лунки определяю просто: хорошо ли, т.е. полностью, вровень с краями и без «люфта», входит в нее головка стандартной заклепки.
Шлифовал представляет собой стальной стержень того же диаметра, что и лунка, рабочий конец которого имеет ту же полукруглую форму. Смачиваю лунку водой, насыпаю в нее немного шлифпорошка, вставляю шлифовал в патрон дрели, включаю дрель и шлифую лунку. Причем стержень шлифовала не держу все время вертикально; он должен описывать конус, опрокинутый вершиной в лунку.

При изготовлении шлифовала можно особо не хлопотать, придавая полукруглую форму его рабочей части. Достаточно для начала грубо наметить такую форму. А уже в ходе работы эта часть отшлифуется и сама собой сделается гладкой, блестящей, идеальной полусферической формы. Видимо, это предельная, равновесная форма для стержня типа шлифовала, неизбежно возникающая при механическом воздействии такого рода.
Другой способ довести лунку до кондиции – с помощью абразивных шарошек – себя не оправдал. Абразив из шарошки быстро выкрашивается, размер шарошки быстро меняется и перестает соответствовать лунке.
Третий способ – ударное воздействие: надо положить в лунку стальной шарик и стукнуть по нему молотком. Желательно, чтобы у лунки и шарика диаметры были равны. Конечно, такой способ проще. Но насколько он эффективен, судить не берусь, не пробовал.
Поскольку лунок приходится делать не одну, а несколько, то вот еще один мотив следовать стандарту: все лунки получаются одинаковыми, что для меня немаловажно.
Процесс клепки
Процесс клепки в общем не мудрен. В соединяемых листах материала просверливаю отверстие диаметром на 0,1-0,3 мм больше диаметра стержня заклепки.
Если планирую соединять детали не одной, а двумя заклепками и более, то учитываю возможность смещения деталей относительно одна другой при клепке. Тогда действую в такой последовательности. Делаю отверстие в одном конце «пачки» соединяемых листов и полностью произвожу клепку. Потом то же самое делаю в другом конце «пачки», затем в промежутке, если это необходимо, по принципу: дырка – заклепка, дырка – заклепка. При таком порядке действий мне не приходится пересверливать отверстия.

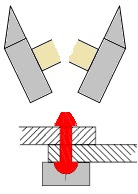
- Итак, снизу в готовое отверстие вставляю заклепку. Подкладываю под нее поддержку так, чтобы головка заклепки входила в лунку.

- Осаживаю склепываемые детали натяжкой.

- Укорачиваю стержень заклепки, оставляя свободный конец длиной 1,5 диаметра стержня для формирования замыкающей головки.

- Ударами молотка сверху немного осаживаю стержень.
- Ударами молотка сверху-сбоку сгоняю металл стержня книзу, в основание формируемой головки.
Надо отметить, что это самый важный и ответственный этап. Для получения качественной клепки нужна качественная проковка металла.

Важно, чтобы в теле головки не оставалось пустот, чтобы головка своим основанием плотно, без пустот, налегала на поверхность склепываемой детали.
За рубежом, где для ручной клепки используют специальные клепальные молотки, именно для этого этапа предназначен специальный шаровой боек такого молотка. Я же иногда для лучшей проковки применяю бородок. Понятно, что для заклепки надо выбирать металл достаточно мягкий, податливый, ковкий. Чтобы не приходилось наносить десятки ударов для достижения нужного результата.

- И, наконец, обжимкой окончательно оформляю замыкающую головку.
Читайте также:
- Заточка сверла: нестандартный способ
- Заточка сверла: куда уж лучше
- Заточка сверла: страхи и опасения
- Сверлим отверстие по оси стержня
- Нарезание резьбы: зажим стержня
- Про заточку ножниц
- Дрели стойка не нужна
- Что общего между балеринкой и ножовкою?
- Искатель центра круга и его проблема
- Ручка для отвертки из дерева
- Стамеска "дамский ноготь"
- Починка ножного насоса
- Цанга из анкера
- Цанга из ниппеля
- Точилка грифеля цангового карандаша
- О заклепке с полукруглой головкой
- Сборно-разборный стеллаж для книг
- Книга распалась? Соберем
- Прочная замазка-шпатлевка
- Сетка от комаров на окне
- Металлическая кисть
- Точим на моторчике 10 Вт
- Пуск электромотора ЗАСМ-50
- Трещина в подошве башмака? Убрать!
- Мигает табло Индезитки – случай иной
- Электродрель: одна щётка искрит
- Не выбрасывайте засохший десмокол!
- Мой дизайн мощного паяльника
- Старые напильники – в кислоту!
- Сапожный крючок не так прост?